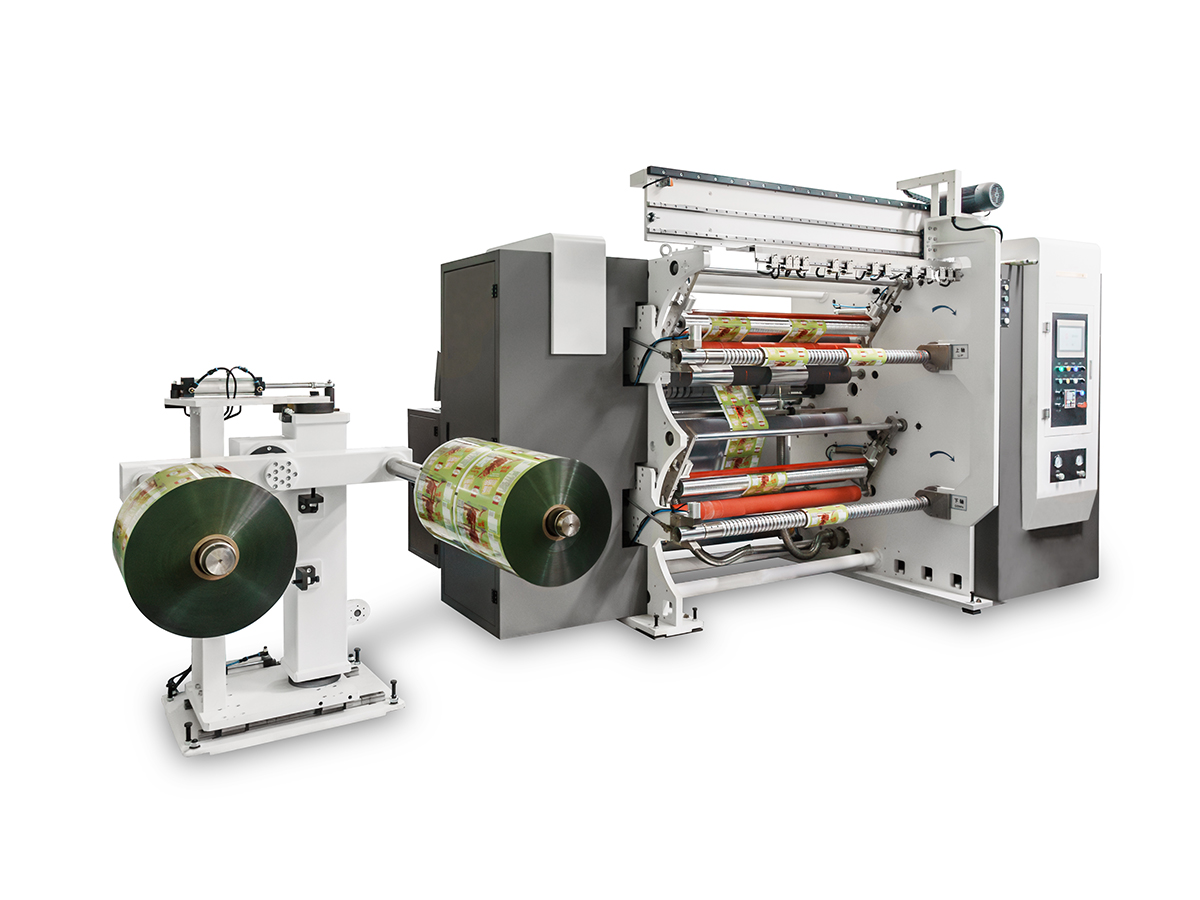
در زمینه تجهیزات تولید صنعتی، دستگاه لمینت تک ایستگاهی بدون حلال SL با ویژگی های سازگار با محیط زیست و کارآمد، به تجهیزات کلیدی بسیاری از صنایع برای دستیابی به فرآیندهای لمینیت با کیفیت بالا تبدیل شده است. هنگامی که دستگاه لمینیت تک ایستگاهی بدون حلال فرآیند مونتاژ دقیق را کامل می کند، به این معنی نیست که می توان آن را مستقیماً وارد تولید کرد. فرآیند اشکال زدایی دقیق یک پیوند مهم برای اطمینان از مطابقت عملکرد آن با استانداردها است. دو مرحله اشکال زدایی بدون بار و اشکال زدایی بار، مراحل اصلی فرآیند اشکال زدایی هستند که نقش تعیین کننده ای در عملکرد پایدار تجهیزات و کیفیت تولید دارند. را
اشکال زدایی بدون بار مرحله اولیه اشکال زدایی تجهیزات است. در شرایط بدون بار، تجهیزات شروع به انجام آزمایشات عملیاتی می کنند. اولین چیزی که باید بررسی شود وضعیت حرکت هر جزء است. ساختار داخلی دستگاه لمینیت پیچیده است، شامل بسیاری از قطعات متحرک مانند غلتک های بازکن، غلتک های پوشش، غلتک های کامپوزیت و غلتک های سیم پیچ. این قطعات باید در هنگام کار کردن تجهیزات، وضعیت عملکرد نرم را حفظ کنند. پرسنل اشکال زدایی چرخش هر غلتک را به دقت مشاهده می کنند تا بررسی کنند که آیا گیر کردن یا صدای غیرعادی وجود دارد. چرخش ضعیف غلتک ممکن است باعث شود بستر به طور ناپایدار منتقل شود، که به نوبه خود بر فرآیندهای پوشش و لمینیت بعدی تأثیر می گذارد. به محض مشاهده یک ناهنجاری، پرسنل راه اندازی بلافاصله دستگاه را برای بازرسی متوقف می کنند تا بررسی کنند که آیا مشکلاتی مانند عدم تراز نصب قطعات، آسیب یاتاقان، روغن کاری ناکافی و غیره وجود دارد یا خیر و به موقع تنظیمات و تعمیرات را انجام می دهند. را
عملیات سیستم انتقال نیز محور راه اندازی بدون بار است. سیستم انتقال وظیفه انتقال دقیق نیرو به هر قسمت متحرک را بر عهده دارد تا از عملکرد منظم تجهیزات اطمینان حاصل کند. در طول فرآیند راه اندازی، پرسنل راه اندازی بررسی خواهند کرد که آیا مش بندی دنده دقیق است و آیا کشش زنجیر مناسب است یا خیر. مش بندی ضعیف دنده منجر به کاهش راندمان انتقال می شود و حتی باعث لرزش و سر و صدای تجهیزات می شود که بر عمر مفید تجهیزات تأثیر می گذارد. کشش زنجیر که خیلی شل یا خیلی سفت باشد، انتقال را ناپایدار کرده و در عملکرد عادی تجهیزات اختلال ایجاد می کند. پرسنل راه اندازی شکاف دنده را تنظیم می کنند و تنش زنجیر را به طور مناسب با توجه به وضعیت واقعی تنظیم می کنند تا اطمینان حاصل شود که سیستم انتقال می تواند به طور پایدار و کارآمد کار کند. را
سیستم کنترل الکتریکی نقش "مغز" را در عملکرد دستگاه لمینیت تک ایستگاهی بدون حلال ایفا می کند و عملکردها و پارامترهای مختلف تجهیزات را کنترل می کند. در طول راه اندازی بدون بار، پرسنل راه اندازی هر یک از عملکردهای سیستم کنترل الکتریکی را یک به یک آزمایش می کنند. از دکمه های استارت و توقف تجهیزات گرفته تا انتقال سیگنال هر سنسور تا تنظیم و نمایش پارامترهای مختلف بر روی کنترل پنل، بازرسی جامع و دقیق مورد نیاز است. به عنوان مثال، بررسی کنید که آیا سنسور می تواند به طور دقیق موقعیت و تغییرات کشش بستر را حس کند و به سرعت سیگنال را به سیستم کنترل برگرداند. بررسی کنید که آیا پارامترهای تنظیم شده روی صفحه کنترل را می توان به طور دقیق به محرک های مختلف تجهیزات منتقل کرد تا اطمینان حاصل شود که تجهیزات مطابق برنامه از پیش تعیین شده کار می کنند. در صورت مشاهده ایراد در سیستم کنترل الکتریکی، پرسنل راه اندازی از ابزارهای تست حرفه ای برای بررسی مدارها و قطعات، یافتن نقطه عیب و تعمیر آن استفاده می کنند. را
در طول فرآیند راه اندازی بدون بار، تنظیم پارامترهای تجهیزات کلید دستیابی به بهترین حالت عملیاتی است. سرعت غلتک یکی از پارامترهای مهمی است که بر راندمان و کیفیت لمینیت تاثیر می گذارد. بسترهای مختلف و فرآیندهای لمینیت الزامات متفاوتی برای سرعت غلتک دارند. پرسنل راه اندازی به تدریج سرعت غلتک را با توجه به پارامترهای طراحی و عملکرد واقعی تجهیزات تنظیم و آزمایش می کنند. با مشاهده سرعت انتقال و پایداری زیرلایه بر روی غلتک، مناسب بودن سرعت قضاوت می شود. اگر سرعت خیلی سریع باشد، ممکن است باعث کشش و تغییر شکل بستر شود. اگر سرعت خیلی کند باشد، بر راندمان تولید تأثیر می گذارد. در عین حال، مقدار تنظیم سیستم کنترل تنش نیز باید به دقت تنظیم شود. کشش مناسب می تواند تضمین کند که بستر در طول حمل و نقل صاف می ماند و از چین و چروک، انحراف و سایر مشکلات جلوگیری می کند. پرسنل راه اندازی بارها و بارها سیستم کنترل تنش را با توجه به مواد، ضخامت و الزامات فرآیند لمینیت زیرلایه اشکال زدایی می کنند تا بهترین مقدار تنظیم کشش را بیابند تا اطمینان حاصل شود که بستر همیشه در یک وضعیت پایدار در طول فرآیند لمینیت قرار دارد. را
هنگامی که راه اندازی بدون بار تضمین می کند که حرکت تمام قسمت های تجهیزات عادی است، سیستم انتقال پایدار است، سیستم کنترل الکتریکی به خوبی عمل می کند و پارامترها در محدوده مناسب تنظیم می شوند، دستگاه لمینت تک ایستگاهی بدون حلال وارد مرحله راه اندازی بار می شود. راه اندازی بار شرایط واقعی تولید را شبیه سازی می کند و بسترها و چسب هایی از مواد و ضخامت های مختلف را برای آزمایش های لمینیت در تجهیزات قرار می دهد که یک آزمایش جامع از عملکرد تجهیزات است. را
در راه اندازی بار اولین چیزی که باید به آن توجه کرد کیفیت لمینت است. استحکام لمینت یکی از شاخص های کلیدی برای اندازه گیری کیفیت لمینت است. پرسنل راه اندازی دسته ها و انواع زیرلایه ها و چسب ها را انتخاب می کنند و عملیات لمینت را مطابق با فرآیند تولید واقعی انجام می دهند. پس از اتمام لمینت، استحکام قسمت لمینیت توسط تجهیزات تست حرفه ای تست می شود. اگر استحکام باند ناکافی باشد، ممکن است ناشی از پوشش ناکافی چسب، پوشش ناهموار، یا تنظیمات غیر منطقی فشار، دما و سایر پارامترها باشد. پرسنل راه اندازی این دلایل احتمالی را یکی یکی بررسی و تنظیم خواهند کرد. به عنوان مثال، مقدار پوشش چسب را افزایش دهید، سرعت و فشار غلتک پوشش را بهینه کنید، دما و فشار غلتک باندینگ و سایر پارامترها را تنظیم کنید و دوباره آزمایش باندینگ را انجام دهید تا استحکام باندینگ الزامات طراحی را برآورده کند. را
کیفیت ظاهری پس از چسباندن را نباید نادیده گرفت. در طول فرآیند اشکال زدایی بار، پرسنل راه اندازی به دقت بررسی می کنند که آیا عیوبی مانند حباب، چین و چروک و علائم چسب روی سطح محصول چسبانده شده وجود دارد یا خیر. ایجاد حباب ممکن است به دلیل اختلاط هوا در چسب یا فشار ناهموار در طول فرآیند اتصال باشد. چین و چروک ممکن است به کنترل تنش نامناسب زیرلایه و سطح غلتک ناهموار مربوط باشد. ظاهر علائم چسب ممکن است به دلیل دقت ناکافی غلتک پوشش یا سیالیت ضعیف چسب باشد. برای این عیوب ظاهری، پرسنل راه اندازی اقدامات مربوطه را برای بهبود آنها انجام خواهند داد. به عنوان مثال، گاز زدایی چسب، بهینه سازی سیستم کنترل کشش، پرداخت سطح غلتک، تنظیم فرمول چسب برای بهبود سیالیت آن و غیره از طریق تنظیم و آزمایش مداوم، اطمینان حاصل می کند که کیفیت ظاهری محصول پس از اتصال با استاندارد مطابقت دارد. را
در طول فرآیند اشکال زدایی بار، پایداری عملیاتی و قابلیت اطمینان تجهیزات نیز از محتویات بازرسی مهم است. در طول عملیات تولید شبیه سازی شده طولانی مدت، پرسنل اشکال زدایی به وضعیت عملکرد هر یک از اجزای تجهیزات توجه زیادی می کنند و دما، لرزش، نویز و سایر پارامترهای تجهیزات را نظارت می کنند. کارکرد طولانی مدت تجهیزات ممکن است باعث گرم شدن قطعات شود. اگر دما بیش از حد بالا باشد، بر عملکرد و عمر مفید تجهیزات تأثیر می گذارد. پرسنل اشکال زدایی بررسی می کنند که آیا سیستم خنک کننده به درستی کار می کند و آیا اثر اتلاف گرما خوب است یا خیر، و تنظیمات مربوطه را انجام می دهند. لرزش و صدای زیاد تجهیزات ممکن است نشان دهنده خرابی احتمالی تجهیزات باشد. پرسنل اشکال زدایی از ابزارهای تشخیص ارتعاش حرفه ای و تجهیزات تشخیص نویز برای تجزیه و تحلیل منبع ارتعاش و سر و صدا، سفت کردن قطعات شل و جایگزینی قطعات فرسوده استفاده می کنند تا اطمینان حاصل شود که تجهیزات می توانند وضعیت پایدار و قابل اعتمادی را در طول عملیات بار حفظ کنند. را
اشکال زدایی بار همچنین نیاز به ارزیابی کارایی تولید تجهیزات دارد. در فرآیند شبیه سازی تولید واقعی، خروجی اتصال تجهیزات را در واحد زمان ثبت کنید و آن را با ظرفیت طراحی تجهیزات مقایسه کنید. اگر راندمان تولید انتظارات را برآورده نکند، پرسنل راه اندازی دلایل را تجزیه و تحلیل می کنند، که ممکن است پارامترهای عملیاتی تجهیزات به طور معقول تنظیم نشده باشد یا جایی برای بهینه سازی در جریان فرآیند وجود داشته باشد. پرسنل راه اندازی سرعت عملیات تجهیزات، زمان اتصال بین هر فرآیند و غیره را بهینه و تنظیم می کنند و جریان فرآیند را مرتب و بهبود می بخشند. از طریق آزمایش و بهینه سازی مستمر، راندمان تولید تجهیزات را می توان بهبود بخشید تا نیازهای طراحی را برآورده کند.
تماس با ما
محصولات توصیه شده
دست به دست شدن با Huitong
راه حل تجهیزات بسته بندی انعطاف پذیر خود را سفارشی کنید
اکنون پرس و جو کنید
با ما تماس بگیرید
تلفن: +86-0510-86328508
+86-0510-86324508
اوباش: +86-13914908980
ایمیل: [email protected]
آدرس: شماره 429 جاده Xizhang، شهر Gushan، شهر Jiangyin، استان جیانگ سو، چین